 立面环形倍速链输送机Vertical Loop Type Double Plus Chain Conveyor
立面环形倍速链输送机Vertical Loop Type Double Plus Chain Conveyor
倍速链输送机在众多行业的自动化生产线上得到广泛的应用,主要用在输送线路中物品要求输送速度柔性可控,并且要求被输送物品的底部较结实、平整,如包装箱类、托盘类等,实际使用时以把被输送对象放在工装托盘上居多。一般适用于电子器件和家用电器设备等轻型物件的输送,可用于输送单元负载货物,如栈板、塑料箱,也可利用承载托板来输送其它形状物。若将滚轮和滚子改用钢制件,则也可适用于重载机械部件的输送。
倍速链输送机以倍速输送链条为传输介质,可进行输送和堆积。在输送机上的链条移动速度不变的情况下,被输送的对象可按照用户的要求控制移动节拍。
在输送时,用来搁置被输送物料的工装托盘的移动速度与输送链条本身的移动速度不相等,链条的大直径滚子和小直径滚子由于摩擦力的作用,保持相同的旋转状态,按照滚子径的比例,工装托盘与被输送物料可获得成倍的高于链条速度的移动速度,输送物的速度约为链条速度的2~3倍,从而在保持较高的输送效率的同时,还能使链条工作平稳,低噪声、低磨损、使用寿命长。
在堆积时,链条保持运行状态,使用停止器可将输送的工装托盘停止在任何位置进行作业,作业结束后解除阻挡,再次启动输送。被输送的工装托盘被机械的阻挡不随输送链条一起移动,由于制动力对大直径滚子作用,大直径滚子和小直径滚子之间发生滑动,因此出现自由流动的状态。输送链上的滚轮和工装托盘或托盘之间仅仅产生滚动摩擦而不是滑动摩擦,因此,大大减少了由于控制对象输送节拍而在对象与链条之间产生的摩擦,及由此而引起的链条磨损与增加链条运行阻力。
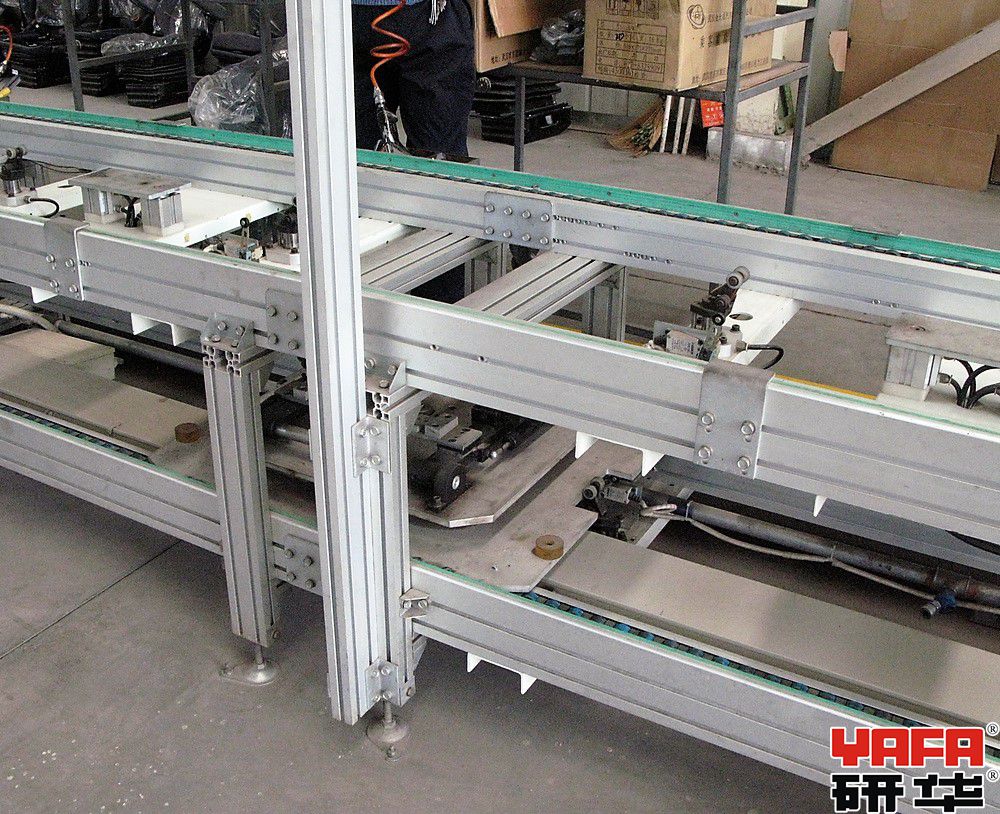
立面环形倍速链输送机具有2条上下平行布局的倍速链输送机。2条输送机的输送方向为相反方向,立面环形倍速链输送机的首尾分别配置一台短行程的线端升降机或长行程的垂直往复提升输送机。工装托盘的纵向运动由倍速链传输,工装托盘输至末端后,在对应的线端升降机或垂直往复提升输送机的接力作用下,自动完成上料端的上下循环和下料端的上下循环工序,实现工装托盘不断的在立面环形运动轨迹中循环,从而连续不断地完成工件的输送工艺。
上料端循环升降机下层工装托盘放行方式:由PLC控制,通过控制电磁阀驱动停止器放行。在下层,空工装托盘运行至输送线体首端并被下层的停止器阻挡,在输送线体上料端升降机处于低位且升降平台上缺板的情况下,控制系统自动驱动停止器往下缩,空工装托盘越过停止器,向升降机荷台运行,直至触发升降机荷台上的到位传感器,停止器随之向上回升,维持阻挡后续空工装托盘功能。停止器的每一次放行,均须先由控制系统通过升降机上的的传感器来判别该升降机已处于准备接收状态,才允许向下放行。上料端升降机在接收工装托盘到位后,升降平台自动向上层上升,直到上升到位传感器被触发。控制系统判别上层工位(第1暂停位)接收位置是否空位,若为空位,则升降平台自动将工装托盘输出至上层线体的上料工位(第1暂停位)。在输出完全后,控制系统判别升降平台上已无工装托盘,自动向下层下降,准备接收下一块工装托盘,继续完成从下层向上层传递过程。
下料端循环升降机上层工装托盘放行方式:由PLC控制,通过控制电磁阀驱动停止器放行。当下料端升降机的升降平台位于上层接收位置,且接收平台上没有工装托盘的情况下,控制系统允许停止器往下缩,空工装托盘越过停止器,向升降机荷台运行,直至触发升降机荷台上的到位传感器,停止器随之向上回升,维持阻挡后续空工装托盘功能。停止器的每一次放行,均须先由控制系统通过升降机上的的传感器来判别该升降机已处于准备接收状态,才允许向下放行。升降机在接收工装托盘到位后,升降平台向下层下降,直到下降到位传感器被触发。控制系统判别下层线体输出接收位置是否空位,若为空位,则升降平台自动将工装托盘输出至下层线体。在输出完全后,控制系统判别升降平台上已无工装托盘,自动向上层回升,准备接收下一块工装托盘,继续完成从上层向下层传递过程。
-
 立面环形倍速链输送机01
立面环形倍速链输送机01 -
 立面环形倍速链输送机02
立面环形倍速链输送机02 -
 立面环形倍速链输送机03
立面环形倍速链输送机03 -
 立面环形倍速链输送机04
立面环形倍速链输送机04 -
 立面环形倍速链输送机05
立面环形倍速链输送机05 -
 立面环形倍速链输送机06
立面环形倍速链输送机06
